Bengkel bubut adalah pusat manufaktur yang memegang peran vital dalam ekosistem permesinan, khususnya untuk pembuatan dan perbaikan komponen silindris melalui metode pengurangan volume material secara terkontrol.
Secara operasional, fasilitas bengkel bubut menangani pembuatan suku cadang penting seperti poros (shaft), baut kustom, hingga bushing yang menuntut akurasi dimensi tinggi.
Keberadaan bengkel bubut yang mumpuni menentukan kelangsungan operasional industri; sebab satu kesalahan kecil pada dimensi komponen dapat memicu kegagalan sistem mekanik, kerusakan prematur pada mesin produksi, hingga downtime operasional yang merugikan secara finansial.
Risiko Komponen Tidak Standar Dalam Sistem Mekanik
Kebutuhan akan jasa bubut biasanya muncul saat komponen orisinal mengalami keausan atau ketika diperlukan modifikasi spesifik yang tidak tersedia di pasaran.
Masalah utama yang sering muncul adalah deviasi atau penyimpangan ukuran yang melampaui batas toleransi (tolerance band).
Kalau Anda baru mulai mengenal topiknya, lihat juga apa itu bengkel bubut sebagai pengantar singkat.
Jika hasil bubutan terlalu longgar, akan muncul vibrasi berlebih yang merusak bearing; namun jika terlalu sesak atau seret, akan terjadi gesekan panas yang memicu pemuaian paksa dan risiko macet (seizing) pada unit mesin.
Kesalahan fatal yang sering dilakukan adalah menyamakan parameter pengerjaan untuk semua jenis logam.
Material keras seperti baja stainles (stainless steel) memerlukan teknik pengerjaan berbeda dibandingkan besi cor atau aluminium.
Ketidaktahuan operator mesin bubut dalam menyesuaikan alat potong terhadap karakteristik material akan menghasilkan permukaan yang kasar (chatter marks) dan ketidakakuratan dimensi yang secara prediktif memperpendek usia pakai komponen tersebut.
Mekanisme Kerja dan Proses Bengkel Bubut
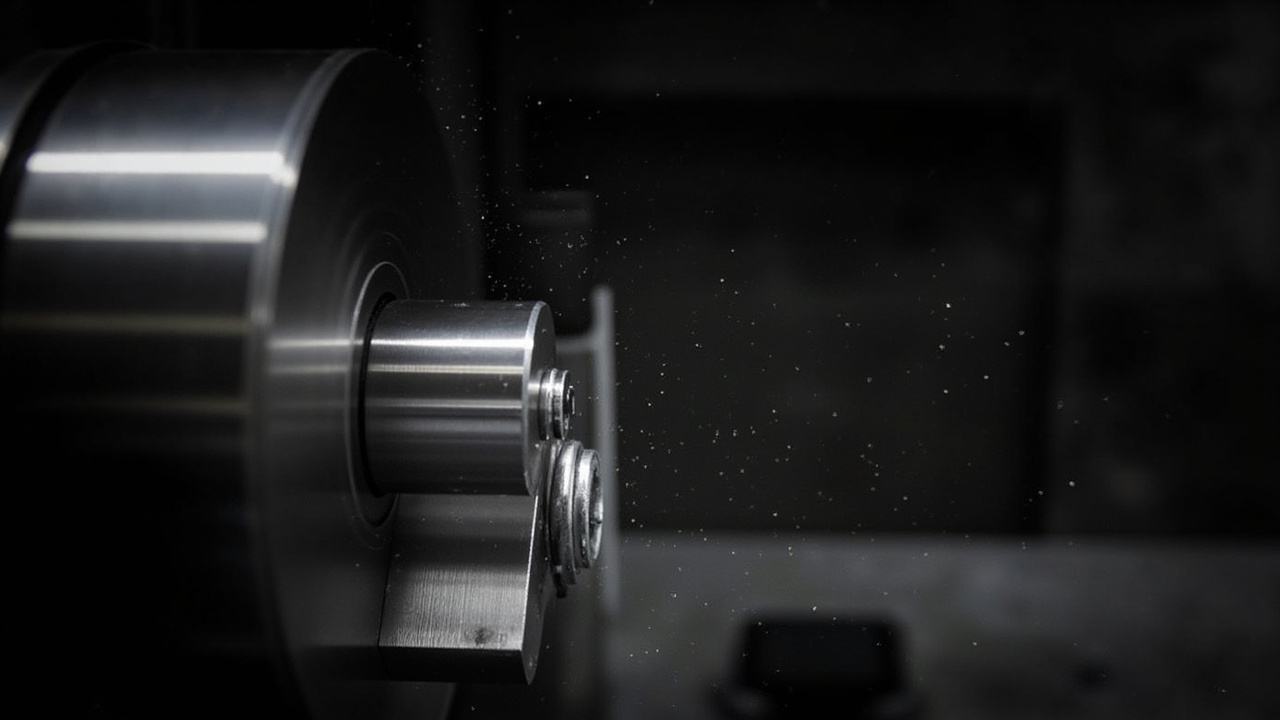
Sistem kerja di bengkel bubut mengacu pada prinsip penghilangan material dari benda kerja yang berputar menggunakan pahat potong statis. Benda kerja dicekam pada chuck dan diputar dengan kecepatan tertentu, sementara pahat bergerak menyayat permukaan logam untuk membentuk profil yang diinginkan.
Proses ini mentransformasi logam mentah menjadi komponen fungsional melalui tiga variabel utama: kecepatan putar (RPM), laju pembubutan (feed rate), dan kedalaman potong (depth of cut).
Keberhasilan pengerjaan sangat bergantung pada stabilitas mesin dan ketajaman pahat.
Melalui pengaturan posisi yang presisi, bengkel bubut mampu mengerjakan berbagai profil mulai dari pembuatan ulir (threading), pembentukan tirus (tapering), hingga perataan muka (facing).
Integritas dimensional ini hanya bisa dicapai jika mesin memiliki spindle yang stabil dan tidak mengalami defleksi saat menerima beban sayat.
Variabel Dalam Akurasi Pengerjaan Bubut
Akurasi produk akhir ditentukan oleh interaksi teknis antar variabel pemesinan. Memahami hubungan ini adalah kunci yang membedakan kualitas bengkel bubut profesional dengan bengkel umum.
1. Kekerasan Material vs Kecepatan Putar
Material yang lebih keras menuntut kecepatan potong yang lebih rendah dengan bantuan cairan pendingin (coolant) yang stabil.
Memaksakan RPM tinggi pada material keras hanya akan menghanguskan ujung pahat dan merusak struktur metalurgi di permukaan benda kerja.
2. Laju Pembubutan vs Kehalusan Permukaan
Semakin cepat gerakan linear pahat, semakin kasar alur sayatan yang tertinggal di permukaan.
Untuk mencapai tingkat kehalusan tinggi atau finishing, operator harus menurunkan laju pembubutan secara signifikan, yang secara konsekuen akan memperlama durasi pengerjaan.
3. Kedalaman Potong vs Stabilitas
Sayatan yang terlalu dalam dalam satu putaran dapat memicu getaran resonansi (chatter). Getaran ini tidak hanya menghasilkan pola gelombang pada permukaan benda kerja, tetapi juga berisiko mematahkan mata pahat atau merusak komponen internal mesin bubut itu sendiri.
Kapasitas Operasional dan Batasan Teknis Mesin Bubut
Setiap bengkel bubut memiliki keterbatasan fisik yang ditentukan oleh spesifikasi mesin.
Dua parameter utama yang harus diperhatikan pengguna adalah swing over bed (diameter maksimal benda kerja yang bisa berputar di atas meja mesin) dan distance between centers (panjang maksimal benda kerja yang bisa dikerjakan secara stabil).
Selain dimensi, aspek toleransi menjadi pembeda utama. Bengkel bubut konvensional umumnya bekerja pada rentang akurasi 0,05 mm hingga 0,1 mm.
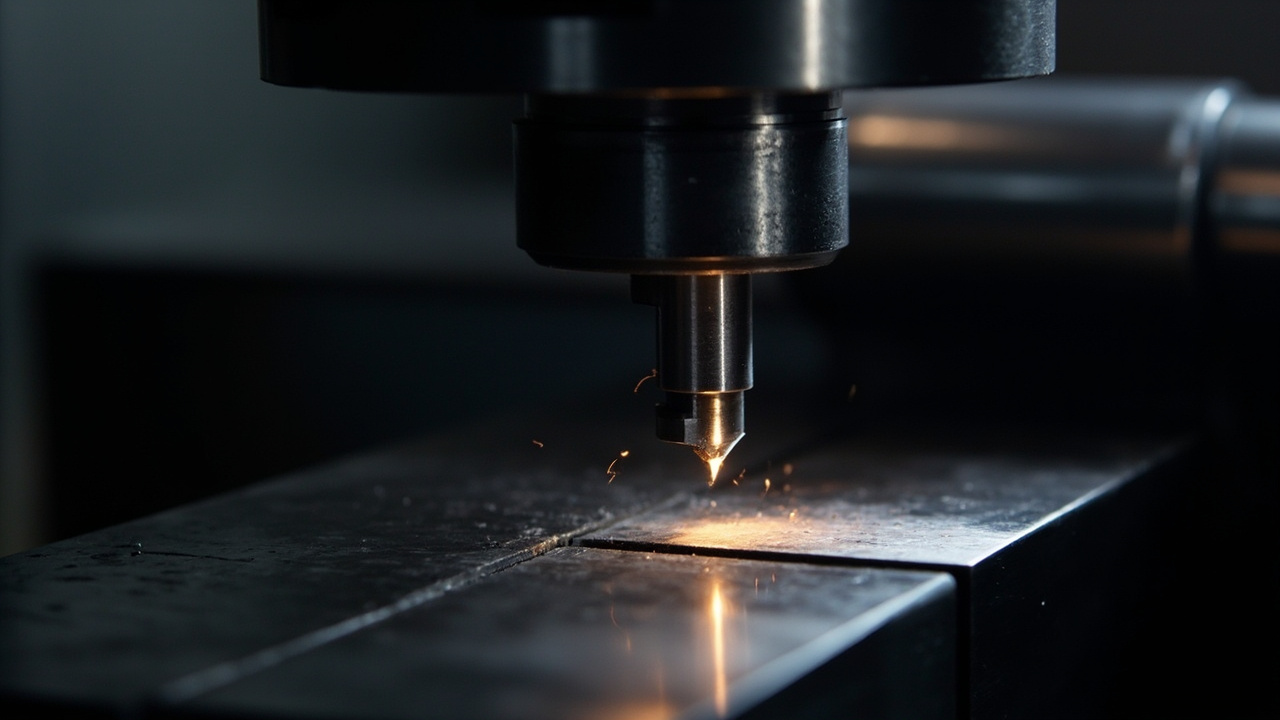
Jika aplikasi industri memerlukan presisi ekstrem hingga 0,01 mm atau di bawahnya, maka penggunaan mesin CNC (Computer Numerical Control) menjadi kebutuhan mutlak karena kontrol otomatisnya lebih stabil.
Keterbatasan teknis lainnya adalah pada bentuk non-silindris; pengerjaan lubang pasak (keyway) atau bentuk kotak yang kompleks membutuhkan mesin frais (milling) sebagai proses tambahan.

Biaya Bengkel Bubut
Struktur biaya di bengkel bubut tidak hanya dihitung dari harga material, tetapi sangat bergantung pada waktu persiapan (set-up time).
Pengerjaan komponen tunggal atau perbaikan darurat memiliki biaya per unit yang jauh lebih tinggi dibandingkan produksi masal. Hal ini dikarenakan waktu yang dihabiskan operator untuk melakukan kalibrasi manual dan pengukuran berulang untuk satu benda kerja tersebut.
Dalam skala produksi besar, mesin CNC menawarkan efisiensi karena setelah program dikunci, pengerjaan berjalan otomatis dengan deviasi minimal.
Namun, untuk pengerjaan sederhana atau suku cadang mesin tua yang bersifat one-off, bengkel bubut manual tetap menjadi pilihan yang paling cepat dan ekonomis karena tidak memerlukan pemrograman komputer yang memakan waktu.
Pertimbangan Tingkat Presisi vs Waktu
Dalam industri permesinan, terdapat trade-off mutlak antara tingkat presisi, waktu pengerjaan, dan biaya.
Mencapai akurasi mikron memerlukan pengecekan berkali-kali menggunakan mikrometer dan sering kali melibatkan proses tambahan seperti penggerindaan (grinding). Semakin ketat toleransi yang diminta, semakin tinggi risiko kegagalan, sehingga biaya jasa bubut akan meningkat secara proporsional.
Pengguna harus waspada terhadap bengkel yang menjanjikan waktu pengerjaan sangat cepat namun mengabaikan fase pendinginan material.
Logam yang panas saat diukur akan mengalami penyusutan setelah dingin, sehingga ukuran akhir menjadi tidak akurat.
Keseimbangan antara kecepatan dan presisi harus disesuaikan dengan fungsi akhir komponen; apakah ia bekerja pada putaran tinggi yang sensitif terhadap vibrasi atau sekadar komponen struktural statis.
Pemilihan Bengkel Bubut
Memilih bengkel bubut yang tepat harus didasarkan pada kategori pekerjaan.
Untuk perbaikan alat pertanian atau komponen otomotif umum, bengkel bubut umum biasanya sudah memadai.
Namun, untuk komponen mesin industri berat, kedirgantaraan, atau medis yang membutuhkan laporan dimensi resmi dan sertifikasi material, diperlukan bengkel dengan sistem pengendalian mutu (QC) yang terstandarisasi.
Anda dapat mengidentifikasi kualitas bengkel melalui kondisi fisik mesin dan ketersediaan alat ukur yang terkalibrasi.
Mesin yang tidak terawat sering kali memiliki backlash (celah pada roda gigi) atau meja yang tidak rata, yang akan membuat hasil bubutan menjadi tidak lurus (tirus) meskipun dikerjakan oleh operator ahli sekalipun.
Proses Pasca-Pembubutan
Setelah proses bubut selesai, komponen sering kali belum siap pakai dan memerlukan tahap akhir.
Ini bisa mencakup perlakuan panas (heat treatment) untuk meningkatkan kekerasan permukaan, pelapisan krom untuk ketahanan karat, atau proses frais untuk pembuatan lubang baut.
Memahami alur kerja ini sangat penting agar dimensi awal bubutan sudah memperhitungkan toleransi penyusutan atau penambahan lapisan pada tahap finishing.
Layanan bengkel bubut yang berkualitas selalu mengutamakan konsultasi teknis sebelum pengerjaan dimulai.
Komunikasi yang jelas mengenai fungsi komponen dalam sistem mekanik akan membantu operator menentukan material yang tepat dan prioritas antara kekuatan struktur, ketahanan aus, atau kemudahan pemasangan (fitting).
Untuk konsultasi lebih lanjut pengerjaan bengkel bubut, Anda dapat menghubungi:
Kontak CV. Global Tehnik Indonesia